
Fig 1.1-3Downey Plant
Site
Bldg 1 location
of Navaho & Flight Control for MM proposal, bldg 9 cafeteria, bldg 123
bombshelter, location between bldg 3 & 4 was temporary location of
Autonetics after MM start , later sold to city of Downey, after the move to
Fullerton and Anaheim.
Bldg 6 and
250 were location of Inertial Navigation prior to move to Downey.
This site
became home of Space Shuttle
1.2 Autonetics
Organization
The
Autonetics Minuteman organization had it’s origin in the MACE, (the medieval
hand weapon) organization located in Downey, CA where the Navaho missile series
was developed. Rocketdyne and Atomics International had already spun off when
the Navaho program was cancelled – 4000 people were laid off in one day. Space
division and Autonetics division were formed out of what remained at the Downey
site. Space division began work on the Hound Dog missile and would follow on to
do the Space Shuttle – the man on the moon program. Autonetics division was
split off to do Guidance and Control work, first for the Hound Dog missile,
Navy submarines, and then Minuteman. To make room, work was started on a new
plant in Anaheim CA once the Minuteman contract was awarded.



Fig 1.2-1,2,3 John Moore heads of Autonetics Fred Eistone head of Inertial Navigation Don Williams head of Flight
Control
John Moore
was made head of Autonetics, Fred Eistone head of Inertial Navigation and Don
Williams head of Armament & Data Systems which included Flight Control. Our
Flight Control organization began Minuteman operations in Downey then
temporarily located in Fullerton while the Anaheim plant was being built. Tom
Shuler was head of Flight Control in Fullerton and Elliott Buxton was his
assistant. Under them was Project Engineering under Ray Curci, Engineering
Section Chief R. Bond and under him Systems Engineering under Frank Henderson
and Components Engineering under Fred Morgenthaler. Under Morganthaller was
Odel Taylor supervisor of Electronics and Paris Stafford supervisor of
Hydraulics. I worked under Stafford in charge of a test lab in Downey, the
previous Navaho extreme temperature lab and still being used for the B-70
Supersonic Bomber program. Eventually all of us, including the Lab were moved
to the new site in Anaheim. Operations began in Downey, but Minuteman didn’t really
get under way until Fullerton. We were at Fullerton for over a year, still
there at the time of the first flight.
1.3 Proposal for a thing called Minuteman
My first
awareness of there being a Minuteman was a conversation with Art Greer when we
happened to be sitting together at the cafeteria in Downey. Art worked in the
main building and I was operating the “Bombshelter” a separate extreme
temperature test lab. Art had been assigned to work on the proposal for a thing
he called Minuteman.
1.4 What is Minuteman
I asked
what is this thing you call Minuteman. He said the AF decided they needed a
missile they could launch fast, and not wait for extended count downs that can last
for hours and be held up for days. They’ve come up with a way to use three solid
propellant motors , put the missile in an underground silo, and countdown
to launch in one minute – thus the name Minuteman. [The
name Minuteman was taken from the Minuteman
of the American Revolution who were ready to defend the nation on one
minutes notice.]
1.5 Guidance & Control Proposal
Art said we
are working on a proposal for the Guidance and Control. The AF likes the
Inertial Guidance system developed for Navaho, so the Inertial Navigation
department is proposing the Navaho Inertial Measuring Unit (IMU) for the
Guidance. The AF has been working with solid propellant motor contractors to
come up with a way of putting four tilting nozzles on the back of the motors for
attitude control, so we in Flight Control are proposing our Navaho developed
hydraulic servo actuators for the Nozzle Control Units (NCU).
1.6 How do you do Attitude Control
I asked how do you do pitch, yaw
& roll? Art said the four nozzles at the back of the booster motor tilt.
You tilt one pair for pitch the other pair for yaw and use a differential pair
of pitch +- yaw to do roll. And how do you power the hydraulic pumps for a
solid propellant motor, there are no rotating shafts. That’s the part Lou
Purpura and I are working on. Lou’s looking into pumps we might use and I’m
looking into what we could use to power them. One way is to use a battery to
run a motor but those could be quite heavy – do you have any ideas on what we
might do?
I said, there were number of
methods used to start aircraft engines. One was to use “shot gun shells” and
spin the starter mechanism with gas. But most used an electric motor to spin up
a fly wheel, which when up to speed, was engaged to rotate the engine. These
were heavy duty on the B-29 where the flywheel was the armature of the motor
and even after engaged the motor would continue to help turn the fly wheel. The
shot gun shell method was soon dropped and the B-29 used what had proven to be
the best.
1.7 Flywheel Pre-proposal Tests
Art was fascinated by the idea of
using a flywheel and we talked about it’s possibilities. I said, you could
rotate stage II before launch and let it spin, relative to stage I, to power
the pump after launch. We agreed that was not practicable. I was not surprised
when Art came out to the Bombshelter with an experimental flywheel to test the
concept. We made many test runs and plotted the data. Ron Frazinni had just
come to work, right out of school, and took on the job of doing data reduction.
Ron establishing a math model and used the test data to show what such a
mechanism would do. Ron’s calculations revealed that the task to be done was
more demanding than the flywheel could handle. Art & Lou were reluctant to
give up on the idea but the numbers made it more and more obvious that it
wouldn’t work. The more they learned of the demand, the more they proved the
flywheel could not do the job.
1.8 Actuators and Portable Pumps for Motor
Contractor Test Firings
Project
engineer Ray Curci found the solid propellant motor contractors needed servo
actuators for their test firings. Ray knew that if we could get there first
with the equipment needed, we could get our foot in the door for supplying the
control servos – before someone else did. Working with Paris Stafford our
Engineering Supervisor, they had Lenni Nauman, lead design engineer, come up
with three servo-actuator designs. These were essentially the same design but
sized to fit stage 1, 2, & 3 test motors. Lenni had designed the actuators
Rocketdyne used to gimbal large engines they were developing for the Atlas and
Titan missiles. They also started putting together a portable hydraulic pump
packages. This was a suitcase with an electric motor driven hydraulic pump. I
don’t recall who came up with the motor-pump arrangement but it was quite
clever, adapting a carpenters portable saw motor to run the pump. This was done
in a remarkably short time, fellows came in week ends on their own to complete the
packages. The motor contractor could hook them to the tilting nozzles and
command movement as required to prove their designs. This is where the Navaho
experience really paid off. [Following the heavy layoffs when they
folded the Navaho program, none of us turned in overtime so as to stretch what
funding there was to the most people.]
2.0 Autonetics Wins
2.1 Autonetics Wins the Guidance and Control
Contract
The AF
awarded Autonetics the Guidance and Control (G&C) contract, primarily to
make use of their Guidance System, developed for the Navaho missile and then
being placed on submarines. Thanks to the Curci initiative to provide controls
support to the motor contractors, making use of equipment developed for the
Navaho, the AF combined Guidance and Controls into one G&C contract.
2.2 Eisenhower’s Request -- Place Orders -- Now
There had
been a huge reduction in the aerospace industry when the Navaho and similar
programs were cancelled. The abrupt layoff of 4000 people in one day from the
Navaho program had a ripple down effect on subcontractors as well. Many very
capable people were out of work seeking jobs. The Eisenhower administration
wanted to use the Minuteman program to stimulate employment. I was in the test
labs and told to place orders for some $100,000 dollars worth of equipment -- now.
The idea being that if orders were placed, business would retain people. I was
given about two days to place the orders. I grabbed Bob Kelley & Bob
Parkinson to help go through equipment catalogs. We didn’t know what we would
need but figured we couldn’t go wrong buying good general purpose test
equipment. We placed orders for some 20
HP Oscilloscopes. We were hard pressed to spend and not waste. As it turned
out, almost all the equipment was put to use and the money was not wasted.
I was told
to buy some test consoles. Ted Lenney had arranged for Space Division to make
test consoles for Flight Control patterned after their factory check out
consoles. Ted was upset when I said no, we’d design and build our own using
standard electronic racks. The control rooms in our Bombshelter test facility
were to small to accommodate the large consoles. We bought standard electronics
racks plus parts for a mobile base and the technicians assembled them. They
worked out very well and were used for years – being moved to new facilities in
Fullerton and later in Anaheim.
2.3 Inertial Navigation
Though this
chapter is primarily my recollections about Flight Control, it is appropriate
to tell about Inertial Navigation and the Guidance System – the primary reason
Autonetics won the contract.
The AF had been highly impressed
with the work done by North American Aviation on the Inertial Measurement Unit
(IMU) for the Navaho missile. This included a set of three accelerometers, designed
by MIT Draper Labs, mounted on a gyro stabilized platform oriented to measure
x, y, z motion. Think of an accelerometer as if it is a plumb bob hanging from
the rear view mirror of your car. If you accelerate it’s inertia will cause it
to swing back, if you decelerated it’s inertia will cause it to swing forward,
the amount depending on the rate of change – which is acceleration.
Three rate (accelerometer)
instruments are placed on a platform. The platform is gyro stabilized, to hold
a constant position and is placed inside a set of gimbals. The inner gimbal
ring holds the platform and the outer ring gimbal is attached to the missile
structure. Thus the stable platform
remains in a constant position in inertial space while the missile moves about
it. By keeping track of acceleration in x, y, z coordinates, from the time of
launch, the location of the missile could be computed. The Guidance computer
compares a planned mission trajectory with where the missile actually is. The
stabilized platform of accelerometers is known as the Inertial Measurement
Unit, the associate computer as the Guidance Computer and the
combination as the Guidance System.

Fig 2.3-1 IMU used for submarines Fig 2.3-2 Route of the Nautalis submarine under polar
ice using Navaho IMU

Fig 2.3-3
When Zane Sandusky made a quick trip to install a Navaho IMU in a
submarine for the first test, stenciled on the IMU was:
“Do not exceed Mach 3, Do not exceed 14 G’s”
– the sailors got a kick out of that.
The Germans
developed a primitive inertial navigation systems for their V2 rockets, and
Sperry developed such for Navy submarines; but it was the Navaho IMU that
achieved the precision necessary for our submarines to go under the Arctic ice
to the North Pole. [Zane Sandusky had an office next to mine and we worked closely
together on the B-1B program. During this time Zane told of being rushed from
west to east coast to install a Navaho IMU in a submarine. The Sperry system
needed repair and the Navy had designated the Navaho IMU as the backup. They
were told they had two weeks if they were interested in installing their IMU.
Zane told of taking the unit by plane, renting a station wagon and showing up
before being expected. He told of having to take the unit out of it’s case and
grind off rivets to “push” it down the conning tower. That he developed means
of calibration after it was installed. The test run was very successful,
accurately defining where they were, there after the Navy never went back to the
Sperry system. Within a few months they sent the Nautilus Submarine under the
North Pole, Zane went on their second trip – surfaced and had a “walk about the
pole”.]
Sled test proved this Navaho IMU
would hold up under severe G (gravitational) loads. The Minuteman can experience up to 14 G’s and thus requires a
special IMU. Moon shot G forces were kept low because of the people on
board. [Don
O’Neil, who Sandusky and I worked with on the B-1B, had been an engineer on
these tests and told us of the AF being impressed with how well the IMU
performed under severe G forces.]
2.4 Silo Based


Fig 2.4-1 Silo casing
Fig 2.4-2 Looking into a missile
Silo
The silo
was to be a “hole in the ground” which was to protect the missile from all but
a direct hit and be available in a minute
to fire out of the hole – if ordered by the President.
2.5 Tethered Launch Tests
Very early
on Tethered Launch tests were performed at Edwards Air Base. These were a
partial stage I with it’s controls and a dummy forward part. Some 8 of us went
to see the first launch. Dalton Davis was running our equipment from a launch
control and we could hear the “countdown process” by the pitch of the high
speed, 20,000 rpm, motor driving the
hydraulic pump. There was a billowing puff of black smoke – our eyes searching
to see the missile – then there it was already out being pulled to the ground
by it’s long tether. The stage I motor was loaded with enough propellant to
provide 2.8 seconds of burn time. [In 1996 I was to find that M/Gen John
Carpenter II, was in charge of the tethered launch at Edwards. John was a
member of our 19th Bomb Group association, and had been at Clark
Field Philippines when WWII started, his plane lost two days later, he was
taken out by submarine to Java to fly again.]
2.6 Reliability – Becomes a Religion – Levied by
Contract
From the
very beginning reliability received tremendous emphasis. I was consulted about
tests we had run in the lab, failures and their causes. We would discuss what
seals and joints were the most vulnerable to failure. These discussions had a
considerable influence on design.
A special
team of people were set up under Bill Yetter, called design assurance to handle
this aspect. As the program progressed this effort became more sophisticated.
2.7 The Missile System
The
following figure is of Minuteman I in flight, with close up view identifies
section.

Figure 2.7-1
Minuteman I
3.0 Guidance and Control System
3.1 Guidance System
3.1.1 Guidance System Photos

Fig 3.1-1 Inertial Measurement Unit, in G&C
section (MM3 version)

Fig 3.1-2 Inertia Measurement Analog Electronics in
G&C section (MM 3 version)
3.2 Flight Control
3.2.1 Flight Control System
The Flight
Control System which consisted of: a Flight Control computer (P-92), (3) Nozzle
Control Units (P-89, P-90, P-91), and (5) Cable sets for connecting: G&C to
stage III, stage II, stage I plus
G&C and stage I to silo
power, checkout and launch control. The following schematic shows the set up
for a single downstage NCU, where this repeats for each of the NCU’s.

Fig 3.2.1-1 Location of major elements

Fig 3.2.1-2 Flight Control Block Diagram
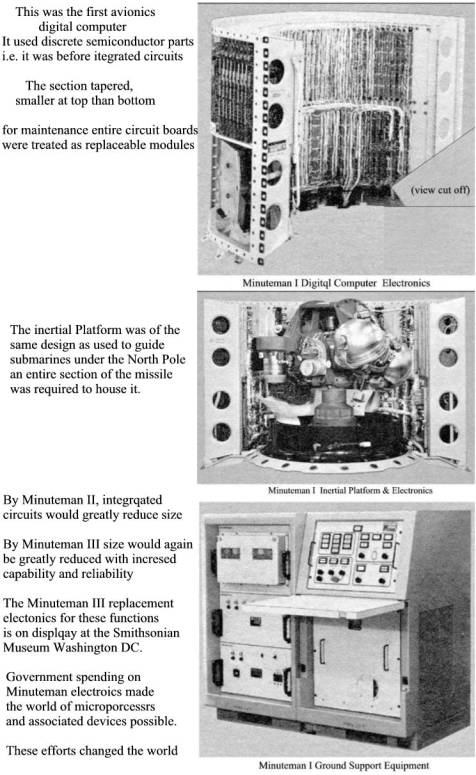
3.2.2 Flight Control – Missile Digital
Computer
The Missile
Computer (D-37) was packaged as part of the G&C section of the missile,
forward of stage III and aft of the Warhead. It was built by Data Systems Division, of which Flight Control
was a part. According to Elliott Buxton this was the first Digital Computer
used for Avionics controls. It was an all transistor design.

Fig 3.2.2-1 The Minuteman D-37 Computer, in G&C
section (MM 3 version)

Fig 3.2.2-2 P-92 Flight Control Electronics, in G&C
section (MM3 version)

Fig 3.2.2-3 Angular Accelerometer unit

Fig 3.2.2-4 Angular Accelerometer
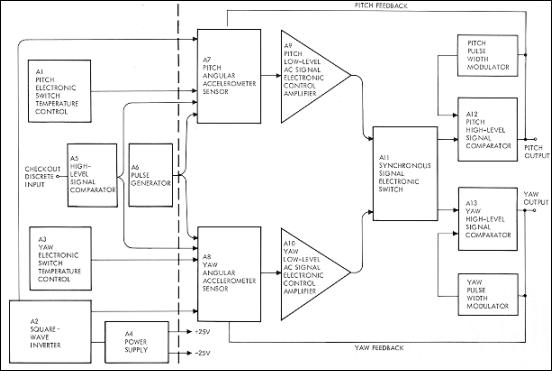
Fig 3.2.2-5 Angular Accelerometer system schematic

Fig 3.2.2-6 Angular Accelerometer Electronics MM I
vintage

Fig 3.2.2-7 Minuteman I
Flight Control Schematic
3.3 NCU – (3) Nozzle Control Units
The Nozzle
Control Units fitted between the tilting nozzles at the back end of each of the
solid propellant booster motors. The NCU structure attached to the
motors via four identical Servo Actuators, one for each of the four
tilting nozzles. Fig 4.2.1-2 left, shows two bolt hole attachment locations for
actuator to nozzles and fig 4.2.1-2 right shows the flat plate attachment to
the NCU structure. The structure, shown in fig 3.3-1, was called “the dog
bone”. The structure supported the Auxiliary Power System (APS), a motor
driven hydraulic pump system, that powered the servo-actuators. The structure
also held the Analog Electronics that command the four servo-loops. The
NCUs were connected by shielded cable
, fig 3.4-1, to the D-37 Computer at the top of the missile.

Fig 3.3-1 Stage I
NCU

Fig 3.3-2 Stage I
APS and Battery in NCU

Fig 3.3-3 Stage III NCU
3.4 Missile Cables -- Battery Power -- Raceway
Cables:
Missile cables carried control signals from and to the G&C section as well
as electrical power to operate the hydraulic pumps during check out. The cables
were heavy and shielded with stainless steel braid. Most of the weight was in
the battery power cables.
Batteries: There was a
battery at the top in the G&C section and also used to power stage III, a
battery in the middle stage II and at the bottom for stage I. There was an
umbilical cable at top and bottom, from G&C and stage I, to provide silo
“battery” power for checkout.
The batteries were sealed and
dry until activated just before launch. A squib (an electrically activated
propellant charge) was activated at the last moment in a count down and this
pushed the liquid electrolyte into the battery cells and thus activated the
batteries. There was no “starter switch” between batteries and the electric
motors, when the battery power came up, it ran the motors – until that stage
burned our, it’s job done.

Fig 3.4-1
Missile Cable Segment

Fig 3.4-2 Raceway cover
The Raceway: The
interstage cables were enclosed by a six inch high raceway cover, which also
covered the “missile destruct” explosive charges. The motor cases are pressure
vessels, lined with an inhibitor to insulate and stop buring through a case.
Wiring had to go on the outside.
The raceway
protrusion was no problem so long as the stage I used four tilting nozzles, as
roll control torque came almost for free. Later when making studies for an MX
missile with a single nozzle it was found that side winds on these protruding
raceways could cause high roll torque demands. Some of us had participated in
meetings with Lockheed engineers who told of how they placed wiring flat
against the outer surface, as they “squirted” the missiles from tubes in the
submarines using steam pressure – with a flat cable they had no roll torque
problem. At a meeting at Norton Air Base, while waiting for a meeting to start
I discussed this with one of the AF officers. It soon followed that the MX
missile would have “flat” cables and
not need for a protruding raceway.
4.0 The Servo Loop
4.1 Servo Loop Elements
The
combination of electronics and the servo-actuator with it’s; actuator body, servo valve, & position
transducer is called a Servo Loop. The servo loop parts are part of
the NCU.
The missiles Guidance system tells
the Flight Control computer the amount of thrust vector correction required.
The D37 Computer sends a new
position command to the down stage electronics.
The down stage electronics commands a new position. This causes the servo valve to port hydraulic fluid to
make the actuator move. The actuator position signal is called negative feedback as it subtracts from
the position command. When the new position is achieved, the position feedback
cancels the command and the “error” signal to the servo valve is reduced to
zero -- the servo-actuator is “held” in it’s new position until it receives a
new command. The difference between the command and feedback is called the
“error” signal and when applied via the servo valve becomes a rate command. If the error is large flow
to the actuator causes it to move fast, as the error decreased the actuator
slows to a stop and does not overshoot. This can become a sophisticated
process, discussed later under Shaping Networks.
4.2 Servo-Actuator
A hydraulic
servo-actuator has three parts: actuator body, servo-valve, &
position transducer; and is electronically controlled. It’s
called a “servo” because it goes to a commanded position.
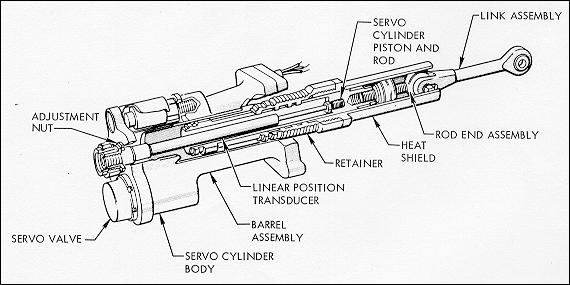
Fig 4.2-1 Servo Actuator Parts
4.2.1 Actuator Body
Most people have watched a
hydraulic actuator at work on construction equipment, where hydraulic pressure
moves a shaft in or out of a cylinder to move a heavy load. Missile actuators
are kept small to save space and weight. They achieve the needed force by use
of high pressures. The standard pressure during WWII had been 1000 to 1500 psi
(pounds per square inch), this was increased to 3000 psi for Navaho missiles
and to 4000 psi for the B-70 experimental supersonic bomber. We used 3000 psi
for the Minuteman.


Fig 4.2.1-1
& 4.2.1-2 Minuteman Stage 2
Actuator Body
The fig
4.2.1-1&-2 actuator body is far different than what you’d see on construction
equipment. The large hole on the right is where the piston goes. The round hole
on the left where the servo valve plugs in. The upper left and lower right is
where the actuator mounts to the solid propellant motor with two bolts. The
flat face on the right and lower left is how each of the four actuators mount
to the Nozzle Control Unit structure. In addition to the four bolt holes there
are two others. The upper of these on the right is for the electrical wiring
and the one below it where hydraulic fluid from the pump goes in and
out. Designer Jim Jewel, came up with a way to make a “plug in dual port”,
which is more readily seen in the subsequent stage 3 servo photo. The position
transducer body screws in at the back end of the piston housing. These are
obviously costly to machine – almost works of art. But what is not apparent is
that with 3000 psi hydraulic pressure, they have more force than the hoist that lifts a car in a repair shop.
The
Minuteman actuators were also a very innovative packaging design. They used an
unbalanced piston, where the shaft came
out of one end only – which eliminated one shaft seal. The position
transducer body, fig 4.1 , screwed into the back end of the cylinder, extending
inside the piston. The movable flux coupling probe screwed into piston shaft.
4.2.2 Servo Valve

Fig 4.2.2-1 Diagram of Moog Servo-Valve
The servo
valve was a very important post WW II invention – that serves all of us today.
The servo
valve can be divided into three parts: an output stage, pilot stage
(hyraulic amplifier), and torque motor (actuating motor).
The output
stage ,at the bottom, has four openings called ports. The pressure and
drain (return) ports from and to the Pump, and the piston extend and piston
retract ports to the actuator. Flow through these ports is controlled by the
positioning of the “spool”, centered between two springs. The spool is shown in
the cut off position where there is no flow to or from the piston.
The pilot stage (hydraulic
amplifier), at the center, has two tubes that flow oil, as if free flowing
garden hoses, emptying into the return. Oil from the pump flows up and branches
to left and right passing through two small orifice-filters, dark spots. Each
side continues on to the end of the spool and branches up to the pilot stage
left and right tubes (garden hoses) dumping into the return drain.
The torque motor (actuating
motor), at the top, is commanded by up to 8 ma (miliamperes) of control
current, which moves a central flapper
by electromagnet pull. The flapper extends down between the two free flowing
tubes. When the flapper moves to one side or the other, it tends to block the
flow from one tube and allow more flow from the other tube. When this flow is
impeded or aided, it creates a pressure
difference against the ends of the spool. By moving the flapper, the spool
is moved against the centering springs.
When the spool is moved it ports
fluid to one piston port and from the other port. The flow is
proportional to the electrical signal applied. In this form it is a flow control valve. (there are also
pressure control valves.)
Electrical current to the flow
control valve controls the rate (speed), and direction, of the actuators
piston. When there is no applied signal, the piston is held (locked) in place.
The 8ma valve current became
a standard maximum when vacuum tubes were used, that was all a vacuum tube
could produce. The middle pilot stage is called a hydraulic amplifier because
it boosts the feeble torque motor flapper motion to a powerful differential
force on the spool, it uses the abundant hydraulic power to move the spool. In
fact it was required that the force on the spool be powerful enough to sheer
piano wire – as proof it could overcome contaminates.
The cost
of hydraulic amplification is the continuous hydraulic leakage from pump to
drain, failure to account for this was to cause redesign of the system just
before first flight.
Dry Torque Motors The
Navaho servo valve torque motors had been immersed in oil, contaminates
collected in the torque motor inhibiting motion and the designs were changed to
be dry torque motors. This attribute which would lead to a single torque motor
bi-propellant valve for small rocket engines. We had worked very close with
Moog during the Navaho program helping to refine servo valve designs.

Fig 4.2.2-2

Fig 4.2.2-3 Similar Servo Valves

Fig 4.2.2-4 Raymond Atchley “Askani jet pipe servo
valve, used on experimental models
4.2.3 Position Transducers
The
position transducer is used to tell the
servo-loop electronics where the actuator piston is.
[A transducer is a device which converts
something like position, pressure, temperature, etc to an electrical output.]

Fig 4.2.3-1
Collins Position Transducer. Fixed
body bottom screws into the back of the cylinder body.
Movable flux coupler at top slides inside
the transducer body and screws into the piston shaft – it is immersed in oil.

Fig 4.2.3-2
Unbalanced (single shaft) actuator body and piston, with transducer body
and movable probe installed
The
transducer body, lower part of fig 4.2.3-1 screws into the back of the actuator
body fig 4.2.3-2, is immersed in hydraulic fluid and extends inside the piston.
The movable probe (slug) fits inside the transducer body and extends to attach
to the inside end of the piston shaft. Thus it is mechanically protected and
there is no binding because the actuator and transducer are concentric. [For
other designs it was often necessary to place the transducer on the outside and
the transducer shaft would often bind if the actuator piston rotated.]

Fig 4.2.3-3 Position transducer schematic
The transducer body houses a transformer wound about an inner tube,
the movable slug fits inside.
The transformer has a primary (input) and two secondary (output) windings connected at
the middle. One output winding produces an extend (plus) and the other a
retract (minus) signal. The input is flux
coupled to the output by a movable slug. [When a primary (input)
winding of a transformer is excited with an alternating current (AC) signal it
creates a flux field. This flux field will magnetize iron material within it’s
influence, and induce a current in a winding within it’s influence. A “slug”
(core) is used to concentrate the flux influence between windings.] When the slug is centered, the extend and
retract cancel and the output goes to null, see centered slug position above.
When the slug moves toward one end or the other the output increases plus or
minus, to represent extend or retract position. The output is a linear definition of position. [When
centered the output does not go to a full zero. A vacuum tube voltmeter (VTVM)
was used to find center by searching for when the output reached it’s minimum
level – called null. A VTVM was used
to completely isolate the instrument from the signal being measured.]
For Navaho application the primary
coils had been excited using sine wave
alternating current (AC). Since only battery power was available on a solid
propellant motor, it was necessary to chop DC battery current which produced “square wave” AC current. Gary Colins was
the only one who could produce a linear output transducer when square wave
excitation was used. [Gary Collins worked at the company and
played cards at lunch with Flight Control people working on the Navaho missile.
After listening to their problems with position transducers he came up with
one, using methods used to tune isolation transformers in a radio. These were
very successful and he left to set up his own company. Soon all US missiles
used his position transducers.]
4.3 Feedback Demodulation
It is necessary to convert the
square wave output of the transducer to an equivalent plus or minus varying
magnitude DC (direct current), this is done with a Demodulator.
During the Navaho program I had
studied and studied the design of a vacuum tube demodulator trying to figure
out what it did and how it did it. Being told it was a fancy, full wave
rectifier didn’t help much, however that’s what it is. Fig 4.3-1 is a diagram
of a full wave rectifier which converts alternating current to direct current.
The diodes are like liquid check valves, fluid can go one way and not the other
– a rectifier accepts an alternating signal in and sends a DC signal out. A
standard rectifier could not be used because the diodes will not pass a low
level signal, they are like a small dam, you have to lift voltage high enough
to flow “over” them.

Fig 4.3-1
Transformer followed by Fullwave
Diode Rectifier
The
demodulator solves the signal threshold problem by using a transistor (or
vacuum tube) switch in place of a diode, this will pass low level signals.
Using opposite pairs of transistor switches, one pair commanded on and the
other pair commanded off, using the excitation signal as the command to the
switches, does an excellent job of solving the problem. This mechanization is
called the demod.
The DC
output from the demodulator is filtered -- smoothed – by resistor-capacitor
filters before it is sent to the summing junction.
The Square Wave problem: Square
wave, corners are the equivalent of very high frequencies and have a bad habit
of radiating “noise” which in this case would show up on the servo valve signal
– something not encountered prior to Minuteman. How this was solved is
discussed later.
4.4 Servo electronics -- Analog Arithmetic –
Loop Gain

Fig 4.4-1
Summing Junction & Gain Control
The
position command and “negative” position feedback come together, via resistors,
to a “summing junction” the output of which is the “error”. This is analog
electronics way of doing “arithmetic”. The amplifier boosts the error signal up
to 8 ma of servo valve torque motor current.
Loop Gain, is adjusted by
controlling amount of electronic amplification. If too little the servo is
sluggish, if too much it can go unstable. This is taken up under the topic frequency response.
4.5 Servo-Actuator Packaging
Mounting
the servo valve was more controversial. After much debate it was decided the face
seal method, fig 4.5-1, used on Navaho servo valves was not reliable enough –
they had been a frequent cause of leaks, usually due to the use of the wrong
size “O” rings when replaced. Thus the Minuteman servos were designed to use a
“plug in valve” with shaft type “O” ring seals. They never leaked but were more
costly to make and test. We were very sensitive to the fact that the missiles
would be out of sight for years in a silo, and even small leaks would be
unacceptable.

Fig 4.5-1
This Navaho high temp experimental servo valve by Cadelac Gage shows
four face seals top left.


Fig 4.5-2 Stage 3 Servo actuator aft view
Fig 4.5-3 Stage 3 Servo
actuator shaft removed.
The left view shows where the servo valve plugs in and where the
position transducer screws into the back of the cylinder cavity. The right view
shows “O” rings on the dual (pressure and return) hydraulic port, there are no
face seals. The right view also shows where all electrical wires come out as
one wires bundle. There are no exposed wires on the servo actuators and all
wiring and hydraulics pass through drilled passages in the structure that holds
the four actuators and shared pump and control electronics. A very compact and
reliable design.


Fig 4.5-4 Stage 3 actuator housing, shaft & fluid
port Fig
4.5-5 Stage 3 actuator housing servo-valve & transducer port
“Z-Links” attached in slot lower left and to
the motor nozzle “stove pipe” that held Tilting Nozzle
4.6 Make or Buy
Servo-actuators
Our
organization was one of the most advanced in servo actuator design manufacture
and test. We were doing them for the B-70 mach 3 bomber, the Hound Dog missile
and were proposing them for a new F108 fighter. Those operations were under Jim
Anderson. The Minuteman actuators would operate at room temperature and were
not considered a technical challenge. It was decided to buy the Minuteman servo
actuators from Ling Tempco Vought (LTV) in Dallas, TX and the Hydraulic Pump
systems from Vickers in Torrance, CA.
Art Greer and Lou Purpura had been responsible for writing the
specifications and getting the first buy’s under way. At the time it was anticipated that Autonetics would be building
the more complicated high temperature control servos for the B-70, Supersonic
Transport and new F-108 fighter – none of which materialized into follow on
work.
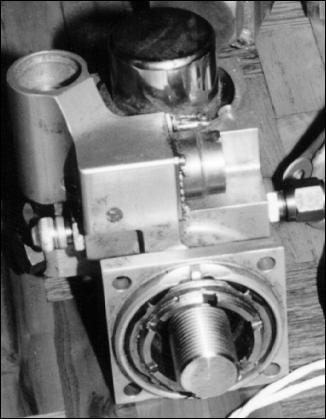

Fig 4.6-1 Experimental stage 3 servo front view Fig
4.6-2 Experimental stage 3 servo aft
view
These used the Raymond Achley kind of valve
mechanism
This early
experimental actuator shows LTV’s solution to the valve seal problem, the servo
valve was built into the actuator body. The round object on the right is a
pressure transducer used on the first experimental flights only. The glistening
object at the top is the valve torque motor cover.
5.0 Hydraulic System
5.1 Hydraulic Power Supply
Each stage
had it’s own hydraulic pump driven by a
battery powered electric motor and it’s own supply of hydraulic fluid.
It was made up as one composite package, similar but of a different size for
each of the stages. The pressures for stage I and II were 3000 psi and for
stage III 1500 psi.
5.2 APS – Auxiliary Power System
The APS was
an electric motor driven hydraulic pump system which included a reservoir,
contamination filter and pressure transducer with plug in
ports to the structure. Lou and Art did an excellent job of figuring how to
package the APS parts to increase reliability, save space and weight. They did
this in part by removing non essential parts. For example the pump housing was
removed and the pump mechanisms placed inside the reservoir. The reservoir body
was a bellows which expanded to contain more fluid when the actuators retracted
and contracted to provide more fluid when the actuators extended. A filter to
remove contaminates, and a pressure transducer for experimental test flights,
were built into the assembly.
Art and Lou wrote and delivered a
paper on the APS unit telling how they achieved innate reliability while at the
same time reducing size and weight – their packaging was admired by those
skilled in the field.
There was no conventional hydraulic
tubing or fittings. The pump input and output ports “plugged” into the NCU structure
which was drilled out to carry fluid to and from the actuators. The “plugins”
were sealed with shaft type O rings and did not leak. (The actuator “dual port
plugins”, fig 4.5-3 lower right with pressure inside and return outside, were
designed by Jim Jewel to save space and weight – and be reliable.)
The hydraulic passageways, from
pump to actuators, were drilled through the NCU structure. The “inline” hole,
left in the structure as a result of the drilling operation, were sealed using
“Lee” plugs. The “Lee” plugs are driven into the structure. The aluminum
structure surrounding the plug is driven above the elastic limit (permanent
deformation). This makes the aluminum structure sensitive to stress corrosion
cracks – which did and still do occur, according to AN people in 1996.

Fig 5.2-1 Stage I
APS
5.2.1 The Pump

Fig 5.2.1-1 Typical pump mechanism
The above
figure, though not of a Minuteman pump, shows the primary parts. The cylinder block
is at an angle, and as the piston driver plate rotates, the pistons move up and
down in the cylinder block. The valve plate exposes downward moving pistons to
the intake and the upward moving pistons to the outlet. By rotating the valve
plate the pump output can be adjusted from none to maximum. By changing the
angle of the cylinder block relative to the shaft, the maximun output of a
given pump size can be adjusted.
For the
Minuteman design, the valve plate was operated by a pressure control servo, the
plate was rotated automatically to cause the pump to deliver the amount of
fluid necessary to maintain system pressure. Thus it was called a Compensating Pump, it only delivered
what was demanded. This reduced the energy drain on the battery power supply
and heating of the motor armature.
The
Minuteman pumps had a very special bearing, a ring of fixed angle Kingsberry
pads to support the trust load on the cylinder block. Hydraulic pressure pushes
the cylinder block in the direction of the rotating plate, and the Kingsberry
pads served as skies, permitting the cylinder block to ride on a film of oil.
The drive shaft, spinning at 20,000 rpm, was supported by a conventional ball
bearing.

Fig 5.2.1-2 Location of flow plate determines
output (prepared for depot crews)
Kingsbury
had invented the bearings used to support the power generators at Hoover
(Bolder) Dam. The generators spin in a vertical axis and rest on the ends of
their shafts. Think of the Kingsbury bearing for that application as a plate cut
in slices like for a pie, with the center cut out to make room for pivot pins
for each slice of the pie. The generator shaft rested on the pivot-able slices.
As the shaft turned the slices would pivot acting a ski segments – the shaft
would lift up on a film of oil between the shaft and tilted slices. These
worked so effectively that once when flooding replaced the oil pool with water,
the generators continued delivering power while skiing on water. These small
fixed angle pads on the Minuteman pumps were one of the main reasons the pump
packages were so small.
The shaft
seal became the most controversial part of the pump. What constituted a leak, a
drip, was a wet shaft indication of a leak or a normal condition. It was
finally decided that wetting was not a leak. Seals were tested until there was
assurance that they did not drip.
5.
4 The Motor
The
electric motors were of the DC kind as they operated from battery power. This kind
of motor has a fixed electromagnetic windings in the case which pull on
“rotating” electromagnets on the armature (the rotating part). Brushes carry
current through cooper segments, called the commutator, at the back end of the
armature, these segments connect to windings on the armature which create the
electromagnets. The segments become the critical part of the pump motor and
thus the entire APS. The armature cannot be cooled, and builds up heat – it’s
designed to last long enough to do the job, before it burns out. The motor spins at 20,000 rpm (revolutions per
minute). The armature coil wires solder to the cooper commutater segments.
Holding the commutater segments in place as the solder gets hotter and hotter
is very important – and difficult. The segments were held in place by insulated
“piano” wire wrappings. Thankfully the motor manufacturer knew his business and
we never had a motor fail prior to it’s design
life.
It was
important that the pump duty cycle be well thought out and defined in advance.
A mistake was found before first flight which required a complete redesign.
5.5 Reservoir -- Oil Supply
The
Reservoir was required to have a variable capacity. The actuators hold more oil
when extended than when retracted. Thus the reservoir had to handle the worst
case maximum and a worst case minimum. A metal bellows was used which was
spring loaded to close. When in a condition of worst case minimum it was still
required to maintain an inlet pressure on the pump. The reservoir also served
as the housing for the naked pump inside.
There was
some extra fluid allocated for seal leakage – though great measures were take
to assure there would be no leakage.
6.0 Learning and Planning Ahead
6.1 Mechanic Learns about Electronics
My training
had been as an airplane mechanic and mechanical engineer; with prior experience
as a Civil Engr (materials testing and surveying for bridge and road
construction), Process Engr (tooling for aircraft-& automotive); thus I
found myself in a completely new element as Lead Engineer at the Bombshelter
test lab. It was essential that I learn something about electronics. It was
embarrassing to not understand the vernacular or names of parts. Some of the
engineers were taking classes at night on topics like “Controls Systems
Synthesis” where they learned the new mathematical methods applicable to servo
controls. The company seemed to have an abundance of those fellows. I was daily
confronted with how to deal with the hardware devices they brought to be
tested, and build systems, that could be operated remotely, to test them – some
tests were hazardous. They were using names and terms I didn’t understand. I began the learning process by reading
parts catalogs and studying the wiring diagrams for hobby kits – they didn’t teach
what I needed to know in colleges or night classes. I sent for catalogs, pamphlets, parts & kits – I learned by
reading and doing – there was a wealth of material available for the person who
looked for it.


Fig 6.1-1 Diode
radio Fig
6.1-2 Transistor superhetrodyne radio
right.
During the Navaho program, I built
a “crystal” radio from a schematic in a Sylvania booklet advertising their new
semi-conductor diodes. It had five parts: tuning capacitor, fixed capacitor,
diode, antenna wire and ear phones. I fit the three “radio” parts inside a
Skippy Peanut Jar. It worked great for the LA basin where there were powerful
radios like KFI beaming down from Mt Wilson. The circuit diagram for this is shown
in the next figure..
I next built an all transistor
radio from a Miller Coil diagram. It would not work after my first attempt, I
was very discouraged -- and very busy – I put it aside. A couple years later,
determined not to let it defeat me, I took the coils apart – the windings did not match the diagram!
I corrected my wiring to match the way the coils were wound and it worked! The
quality was lousy, by then I knew how it should have been built to suppress
noise and I moved on. It had served it’s purpose, tenacity had refreshed my
confidence. I had emulated how IBM had made their computer cards, by drilling
holes in formica sheets, bending the wires and soldering them. Printed circuits
evolved from these and similar methods. The diagram for this is shown in the
next figure

Fig 6.1-3
All Transistor Hi-Fi with base, trebble and volume control for both
channels
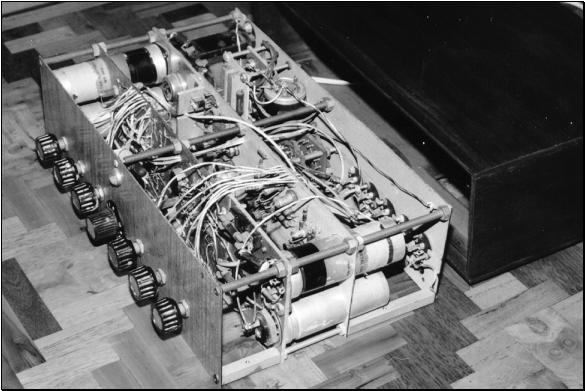
Fig 6.1-4
Included selector for Tuner, Tape, & Photo inputs – using very early
transistors
Stages aligned using square wave generator
& oscilloscope
When Bob
Kelley joined us, at the very beginning of Minuteman, several of the fellows
were assembling vacuum tube Hi-Fi Systems from kits, usually Heath or Knight
kits. Bob said, why don’t you build a Hi-Fi using all transistors? I asked,
what’s the advantage. Bob said you don’t need transformers especially those in
the output amplifiers – transformers are the greatest source of Hi-Fi noise. He
said his friends, at the radio transmitters on top of Mt Wilson, who beam
broadcasts down over LA, pay close attention to their output amplifiers. Their
amplifiers use very large transformers to achieve quality. From this beginning
I proceeded to build my own all transistor hi-fi amplifier, now in the Museum
at Oberlin KS.
From these experiments and Bob’s
teaching I was to learn much about square wave. Bob said it requires a high
quality amplifier to create the sharp corners of a square wave – the corners
are the equivalent of very high frequencies. Bob recommended that I use square
ware to establish the bias resistors for the amplifier stages of my hi-fi –
replicating the square wave is much more demanding. Selecting the bias
resistors is how you align signals to the linear range of the transistor. I
adjusted transistor biasing this way for each stage, often having to go back
and adjust a prior stage. When finished it indeed produced high fidelity – and
I’d learned how to shield to block out noise. These home experiments proved
very helpful at work.
This was ahead of it’s time, HiFi
enthusiasts were still assembling Heath Kit Vacuum Tube sets and had not
entered the world of transistors.
Motorola & Delco of GM had just come up with the “door knob” power
transistors as output stages for automotive radios. These Germanium Transistors were some of the first on the
commercial market. The small signal
transistors used were early devices made available to hobbyist, those used had
double digit numbers – within two years many companies were making transistors
and identifying numbers went up. The
biggest drawback was finding good “large capacity Capacitors in small
envelopes. I was using some I bought
from the salvage yard and salvage from experimental board – in fact many of the
small parts such as variable resistors came from such boards. It was a very
interesting and rapidly changing time. I would over and over use things &
principles I learned from these experiments on other applications.
While the
Minuteman program was consuming more and more of Flight Controls attention, we
were still working on aircraft systems, primarily in support of the LA Aircraft
division. Bob McCoy was the aircraft projects engineer, with Jim Passwater an
assistant project engineer, and Jim Anderson the lead design engineer. Jim had
done the experimental designs for some of the B-70 servos, which were used on
the flight vehicles, and Jim was also working on the F-108 proposal. Most
people believed that there would be follow on work on a Supersonic Transport.
There was
also research efforts going on headed by Fritz Gardner, with Harry Horowitz, RE
Smith and Jim Jewel doing design work. Attention at that time had been on
developing a “digital” servo valve, or “digital servo actuator”. Conventional
wisdom was that now that transistors permitted building digital electronics,
that there would be a need for digital components. Several years later, after Minuteman III, I
shifted to doing studies on how to replace analog servo controls electronics
with digital. At that time I came up with a way to adapt digital electronics to
the analog servo valves and analog positions transducers. At the time of early
Minuteman this did not seem possible and much work was done by Autonetics and
others to develop digital hydraulic components.
Transistors 1956
style: Upper left options on how to
connect a transistor, lower left how to bias a transistor, Upper right package
types, lower right heat sink methods for power transistor. These kinds were
used to make HiFi amplifier in prior photo and radio below.
Bob Kelly, a
remarkably capable engineer.
I owed much
to Bob Kelly. I’d gone to Odel Taylor,
supervisor of MM I Flight Control Electronics, to obtain an Electronic Engineer
to build electronics for us to use in testing the Minuteman parts. He assigned, in fact transferred Bob Kelley
to Paris Stafford my boss who assigned Bob to work with me in the Bomb shelter
test lab. Bob did not have an
engineering degree and Odel wanted to retain his “best” to do the design work using
the then new transistors. Bob Kelley
was an early day Ham Operator who learned radio by building his own
transmitter. Bob had used glass plates
from a green house to make a high voltage capacitor so they could communicate
with Europe from his home in Massachusetts.
In time I noticed that the engineers with degrees, working for Odel,
were consulting with to Kelley to determine how he’d managed to build his
Minuteman servo control loop electronics.
I watched and listened as Kelley demonstrate what he’d done showing
outputs on an oscilloscope. They were
all having a problem with noise generated by the 6 khz square wave used to
excite the position transducers.
Batteries were Minuteman’s only a source of electrical power, thus it
was necessary to chop DC to make “AC” to excite the linear Inductive
Transformers used as position transducers.
This “noise” penetrated the otherwise clean analog signals from servo
valve amplifiers -- the retained engineers were baffled on how to solve
this. I listened as Bob demonstrated
and told them that high frequency noise only looked bad on a scope, that servo
valves were unable to respond to such frequencies, that the noise source was
known and balanced, it was simply averaged by the valve torque motors – the
valves operated on current noise only detectable to with instruments as high
frequency voltage spikes. I would later
make use of this principle when using digital chips as servo valve drivers. Bob was very capable and much appreciated
by persons like me. Bob died about
1970.
Electronic
Kits: This experimentation was
essential to my learning how to perform remote control and
instrumentation. I used Allied Radio
parts catalogs to learn the names of parts and sent for kits to build at home
to understand how things worked.
Electronics engineers spoke to me as if I understood, it was
embarrassing not knowing the names of common electronic parts. This hands on learning was very helpful. Transistors were new and I applied them to
simple devices.
For example I used a phono crystal
and amplifier from home built phonograph setup I’d made for my kids to remotely
measure vibration of a high speed drive out in a test cell. It worked surprisingly well.
To align
and test my all transistor hi-fi amplifier system it was necessary to build
kits as Vacuum Tube Voltmeters, Signal Generators and Oscilloscopes to generate
square wave signals and fine tune amplification stage biasing. Bob Kelley sketched how to make a transistor
HiFi speaker driver without a need for conventional very large transformers
used for vacuum tube HiFi systems. That
all transistor Sterio Hi Fi Amplifier, shown above, was used as the family HiFi
system in our living room while out kids grew up. It’s now on display at the Oberlin KS museum.
6.2 Preparing for B-70 and Supersonic Transport
Testing
(Emulating
a Transformer to Isolate Hot and Cold)

Fig 6.2-1 Capacitor coupled Amplifiers

Fig 6.2-2 Transformer coupled Amplifiers

Fig 6.2-3 B-70 Mach 3 Bomber by NAA
The B-70 equipment operated very
hot, as had the Navaho equipment. To do the Navaho testing we had built
expensive heat exchangers, of my own design, so we could use room temperature
pumps for operating high temperature servo actuators in an oven – oil at 600
deg F and oven environments up to 1100 deg F. Johns Hopkins University had us
build heat exchangers for them after having used ours. The B-70 program was
still on going and LA division needed the equivalent heat exchanger system. My
thoughts still included how to test systems operating at very high
temperatures.
My
experiments with electronics providing new insights on how to solve lab testing
problems. I was quite interested in how amplifier stages were isolated yet
passed an amplified signal from one stage to the other. Most hydraulics people
thought of electrical resistors as being similar to hydraulic throttling
devices and as hydraulic accumulators being similar to electrical capacitors.
Quite suddenly I saw transformer isolation as being similar to hot and cold
isolation! Where a mechanical link could serve the same isolation function as
flux coupling. The idea came to me when looking at our high temperature seal
test in operation.
The test
rig was a pair of actuators mounted inside a pair of I beams with their shafts
connected. The actuator with the test seals, was inside the oven, and the load
actuator, connected to a relief valve system, poked outside the oven. One
actuator was hot and the other cold an they were isolated by a shaft --but no fluid
was exchanged.
I thought why not drive the cool
load cylinder with room temperature hydraulics and convert the hot test
cylinder into an oscillating pump. The shaft connecting the two was like a flux
coupling between transformer coils. The external driving piston was like the
primary winding, with AC strokes, and the one in the oven like the secondary
winding, with AC fluid force. By connecting the oven piston to a full wave
rectifier, using check valves in lieu of diodes, we could produce hot DC hydraulic
pressure. We could “filter” the pulses by connecting “rectifier” inside to an
accumulator outside the oven – like a capacitor – we could filter the ripples.
And we could use cold accumulators to filter hot fluid.

Fig 6.2-4
Electrical Diodes to Hydraulic check valves
I proposed the idea to several
people who said, “it wouldn’t work”. But I knew it would, I’d figured out how.
In the main plant hydraulics lab there was a load fixture connecting two
actuators. I had one of the technicians help me. We connected the “cold”
actuator to the labs room temperature pump and commanded it using a pressure
control servo valve. I rigged up a command signal using a knob operated
potentiometer, and for negative feed back used a pressure sensor. Thus the
pressure control valve would be commanded to maintain a defined pressure. I
used a mechanical switch to reverse current to the pressure control valve when
the actuator got to the end of the stroke.
We next rigged up a check valve,
full wave rectifier, to the output of the “hot” actuator and filtered the
output with an accumulator. Then to prove how well it worked, we applied the
“hot” output pressure to a Minuteman servo which had been set up for test. With
the Hot-Cold reverse motion pump going we ran a frequency response test on the
Minuteman servo actuator. It was worked just great and I called in each of the
fellows who said it couldn’t be done.
They conceded it really did work. It had taken the technician and I less than a
day.
I went to
Paris Stafford and Fred Morgenthaler to see if someone would follow up on this
with LA division. However nothing came of it, the B-70 was soon canceled and
the US made the decision to not go into
the Supersonic Transport business. Thus the great idea came to an end. That
method would have saved us much time and money had I come up it three years
earlier.
Fred called
me in a day or so later and said we are bringing you in from the test lab and
having someone else sign out for all that equipment, so report to me as soon as
you can. Bob Parkinson took over that lab and later arranged for it to be moved
to Anaheim, all the equipment was moved from Downey and installed in a new
separate hazardous test building at Anaheim.
7.0 Servo Loop Testing
7.1 Emulating Missile Electronics -- for Servo
Testing
We used the
Bombshelter test facility in Downey for testing the first experimental servo
actuators. This required that we have electronics that emulated what was used
for the missile. I talked with Paris Stafford, in charge of Minuteman Hydraulics,
and Odel Taylor, in charge of Minuteman Electronics about our needs. I needed
electronics from Odel, or an engineer to help build our own. Odel assigned Bob
Kelley to our lab – this choice could not have been better. It had been decided
that Minuteman electronics would be all semi conductors, no vacuum tubes. Odel
felt uneasy about using Bob for design of vehicle electronics because Bob did
not have an engineering degree. We were to find that what Bob knew was not
taught in school.
Bob had been a Ham operator in the
early days of Radio and had built his own transmitter using such things as
glass plates from a green house to make high voltage capacitors. He kept up
with the state of the art, and amazed all of us with what he knew. He would
often spend part of his weekends visiting with the fellows his age operating
the radio stations on top of Mt Wilson, beaming signals down on the LA basin. I
also became aware that the missile electronics designers were coming to Bob to
find out how to make their designs work. Bob hovered over and experimented with
the electronics he was putting together for us, often telling me of problems he
was having. He’d often go see his buddy George Dyer, one of the best
electronics designers in the company, to talk over some detail or learn about
new transistors. Bob constantly kept himself up to date. Transistors were so
new they were having difficulty finding power transistors to do thing like chop
square wave for transducer excitation.
7.2 High Quality Square Wave Excitation for our
Lab
Since they
were having trouble finding transistors that could chop battery voltage without
burning out, Bob recommended that we not wait, he had a solution -- buy
commercial high quality hi-fi amplifiers -- the same kind his friends used on Mt
Wilson. We did and they worked great. RCA finally came up with the transistor
they used for the first flight.
7.3 The Servo Valve Torque Motor is an
Integrator – it Averages Noise
The missile
electronics designers found their valve signals were very “ratty”, as if
something was very wrong with their design. Bob previously encountered this and
told me, we’re picking up noise from that 5 kc transducer excitation, but we
don’t need to worry about it. The valve coil cannot respond to such high
frequency signals, the torque motor coil integrates high frequencies to an
averaged DC level. Bob was not worried about noise on the valve command that
appeared on an oscilloscope, he was only interested in the resultant applied
torque. If valve flow behaved as it was supposed to, that’s what counted. It
was not practical to fight inherent noise when it did no harm and for which
there was no practical solution. Paris Stafford was to appreciate how valuable
Bob was to us, but I’m not sure Odel Taylor ever realized Bob was teaching his
graduate engineers.
I was to apply these lessons from
Bob several years after Bob died – Bob made it possible for me to operate an
analog servo valve using digital electronics when others said it couldn’t be
done. Bob would have gotten a kick out of that.
7.4 Frequency Response Tests
The quality
of a servo-loop is measured by performing a Frequency
Response test. If something is wrong with the design or assembly it will
not pass this test. To perform the test, an actuator is commanded to cycle back
and forth at faster and faster rates. Two parameters are measured, the Amplitude
Ratio and the Phase Shift. The actuator is commanded to a certain
stroke amplitude at low frequency and the amount is defined as 1.0. As the
frequency of cycling is increased the amplitude will sustain, and if the
amplifier gain is high, the amplitude will tend to peak before dropping off.
This ratio was sometimes expressed in db (decibels) by the people who initiated
the measuring method. The command amplitude and frequency is controlled by the
test operator using a test panel.

Fig 7.4-1
Plotting and measuring Amplitude Ratio and Phase shift
The Frequency Response control
panel had a command amplitude adjustment, a frequency control dial and a phase
shift dial. The phase shifted output was applied to X axis of the scope and the
servo feed back to the Y axis. The setting on the phase dial when the scope
pattern showed an “hour glass” , as shown to the right above, was the amount of
phase lag between the command signal and the feedback signal.
The frequency is increased in steps
and the amplitude and phase lag plotted. A manual plot of Amplitude Ratio and
Phase shift, above left, uses the same X frequency scale and a different Y
scale.
If the gain is set too high it can
cause overshoot as frequency increases, overshoot is not to exceed 1 db, more
could cause control instability. The servo loop is considered OK if it was not
down more than 3db by a certain frequency and phase lag.
Amplitude ratio was often measured using
a Sanborn recorder, the kind developed for hospitals for recording cardiac
performance. Amplitude ratio could also be measure from the Y amplitude change
on a scope, however it was preferred to use the plotting recorder as the plot
could go into a test report.

Fig 7.4-2 Allowable limits for Amplitude Ratio

Fig 7.4-3 Allowable limits for Phase shift
7.5 Failed Frequency Response – A Measure of
it’s Value
During the Navaho missile program I
had been asked to run a frequency response test on the G-26 booster. It had
been failing the test and was becoming an embarrassment when why it failed
remained unknown, The prior chapter tells of the test and the determination of
what was wrong. That serves as an excellent example of the value of a frequency
response test – it can detect a “sick”
servo loop, that works but is not right.
7.6 Shaping Networks – Filters
The Hound Dog missile was found to
have a body bending problem, an accelerometer would sense body bending and send
unwanted signals to the control servos. If the system was activated in the
factory, and someone slapped the fuselage, it would trigger accelerometer
commands and cause the missile to have “the shakes”. To solve this problem it
was necessary to design a “notch” filter which would blank out the unwanted
body bending frequency yet let normal control signals pass. [Clarence
Asche evolved the notch filter and some two years later was sent out into the
field to test all Hound Dog missiles to see if the notch filters had shifted
with time. I would later use this experience as and argument for using digital
electronics which did not shift with age.]
Servo loop electronics would often
include “shaping networks” or “filters” placed in the command or feedback leg
of the control loop. All control electronics at that time were analog, and
signal shaping was done using combinations of resistors and capacitors to
modify the dynamics of a signal. There was concern that the Minuteman might
need such signal conditioning.
8.0 Move to Fullerton
8.1 Downey to Fullerton
Autonetics
had decided to build a new plant in Anaheim, Space Division remained in Downey.
While the Anaheim facilities were being built we in Flight Control moved to Warehouses,
owned by Howard Hughes, in Fullerton. Bldg 60 for Engineering and bldg 61 for
Manufacturing.
Table I Flight Control Engineering (Fullerton) dept
3446
Note: Don Williams and his Asst Elliott Buxton were in charge
of Data Systems which included Flight Control. The Data Systems D-37 Computer
was under G. B. Way and missile Cables were under Frank Henderson. Engineering
troops at Fullerton included: Jim Anderson, Bill Strobel, Art Greer, Lou
Purpura, Dave Byles, Kurry Woo, Clarence Asche, Ron Frazinni, George Leonard,
Jim Erb, Parker Gasper, D Landau, and others
8.2 Analog Computer Controlled Load Cylinder
Art Greer
came to me and said they had no idea what the loads would be for tilting
nozzles. He was aware of the unexpected problems with the Hound Dog missile
control instability and wanted to be prepared for the unforeseen. Paris
Stafford and I had often discussed our method of creating an actuator load, for
high temperature seal tests; as it did not represent what the actuator would
actually see.
Most of the controls analysis
fellows had been taking after work classes, using text book Control Systems Synthesis by Truxel. These analytical methods
had not been taught when many of us were in school. Though I was not doing that
kind of work, I bought a book about servo controls by Savant and had studied it
on my own -- so I could at least understand what they were talking about. Years
later, Joe Cherney who worked on the MM I Digital Computer, told me that servo
control theory began with fire control systems in WW II; he had worked on those
and the method was kept secret – thus not generally known. Walt Evans one of
the Inertial Navigation engineers during the Navaho program had come up with
the “Root Locus” (1948) method of determining if a servo loop was stable.
Behavior at specific frequencies was plotted to predict stability or
instability.
Calculations were made, using analog computers, using methods called controls synthesis and a mathematics
called Laplace Transforms. When I was
in school we were taught the use of differential
equations which was performed using Differential
Calculus, we did not learn of Laplace unless you were a math major. Laplace
would be superceded by Z-Transforms
and all of that by Sample Data
digital methods when digital computers
took over from analog computers.
Art and I
talked about the kinds of loads such
as: Coulomb friction, Spring a function of position, those a function of
velocity, and those a function of acceleration. In differential equation terminology these were expressed as: Load =
Kf (friction) + Ks*x (distance spring) + Kv*dx/dt (velocity) + Ka*dx/dt(dx/dt) (acceleration). Where Kf, Ks, Kv,
Ka are mathematical coefficient
(values) for each term. Where x is distance, dx/dt the rate of change in
distance, dx/dt(dx/dt) the rate of change in velocity [When a freshman in
college I had trouble with some of the terms. To me the differential was the
gears in the rear axle of a car, and I’d never heard of an increment. I finally
grasped that dx/dt expressed the difference in position vs time. To save
writing, x with dot above, was used as short hand for dx/dt. A single dot for
the first and a double dot for the second derivative. (I’ve not found such a
symbol to print here.)]
Art & I figured that if I could
come up with a means of “programming” a load cylinder to simulate these various
kinds of loads, and to provide a general purpose set of resistors and
capacitors with which to create shaping networks; we’d be able to create any
load encountered and create shaping by test. I talked it over with Paris
Stafford who said go ahead, see what you can come up with.
We had
I-beam test fixtures on which we could place a Minuteman actuator and operate
it against a load cylinder. (You could watch the force of those small actuators
bend heavy steel plate.) We were using the conventional relief valve method
which created a “friction” load. With this as a beginning, I connected the load
cylinder to a “pressure control servo valve” and rigged it to change pressure
as a function of position. I then started to rig up a velocity and
accelerometer sensors. Then one of the fellows said you can convert the rate of change in position to be velocity and the
rate of change in velocity to be acceleration – they do that in the simulation
lab using analog computers.
Again I
talked it over with Stafford who said, fine but you’re going to be very busy,
don’t try to build this yourself. Define what you want and we’ll buy it.
So I defined the setup that we wanted,
and purchasing sent it out to a supplier. I spent an entire day talking with
the supplier, and was very impressed -- he immediately knew what I wanted to
do, how to do it. He left information on Philbrick Operational Amplifiers,
the main ingredient of his solution, for me to read. He was given the go ahead
and I read about Operational Amplifiers. My “load simulator” had became an
analog computer operated test fixture. [Most
of the Flight Control dept employees were young and eager to advance their careers,
especially in becoming stronger professionally. As a result after hour
education work became a way of life. Autonetics encouraged this trend by
offering numerous company training/class room opportunities and by provinding
financial incentives to work toward advanced degrees.]
8.3 Operational Amplifiers and Chopper
Stabilization --Connections
During WW
II, when being shipped by train from FL to CA, I bought a book on Radio at a
lunch stop. It described the “superhetrodyne” radio, the name dropped as all
were made that way. This used an oscillator
to create a carrier frequency. The
received signal was superimposed on the carrier by use of AM (amplitude
modulation) or FM (frequency modulation) methods. This AM or FM carrier
was passed from one amplifier to another using intermediate frequency (IF)
isolation transformers. The small radio signal was mixed with the carrier
frequency, then detected (separated
from the carrier) and sent to the output amplifier to drive the speakers. Vacuum tubes could not operate when signals
were in the “mud”, by superimposing them on the carrier frequency they were
lifted to a linear range for the vacuum tube.
Operational
Amplifiers used choppers to create a carrier frequency, it was the old stunt with
a different name. The chopper was the
radio’s oscillator. Inside the
chopper can was a coil and points, a relay, which operated like a Model-T Ford ignition coil – DC electricity passed
through the points to the coil, the coil pulled the points apart breaking the
flow of current. These chopper
mechanisms on an early car radio was called a vibrator.
An arrangement of electrical parts,
which performed the functions of a mechanical chopper, was called a “free
floating multi-vibrator”. Transistor multi-vibrators used a pair of transistors
and called Flip-Flops. It was found these could be Set or Reset and hold a
given state – thus the flip flop became a memory cell and could be
interconnected to perform logic – digital electronics was born. There are many connections from one thing to another –
by different name or method. Technology transitioned from Model-T coils, to
vibrators to flip-flops to digital ignition.
The chapter on MM2 will tell of the
solution to inductive kick back for transistor controlled solenoid valves – an
ingredient of digital ignition that replaced distributor points on a car.
8.4 Load Simulator Completed –
Not Used
Parker
Gasper was put in charge of setting up the Load Simulator system when it
arrived. But it had no more than become functional when progress passed it by –
it was not needed.
Someone
from Systems Engineering had arranged to bring in the aft end of a stage I
motor case. I saw Josh Stewart and Tom Shuler looking it over outside the door
of the plant. Others had gathered about and questions were asked how they were
going to get a big heavy thing like that in the plant. Such a “problem” had
been common in our Navaho test lab. I was standing next to Shuler so I said,
give me a couple days and I’ll have it mounted on large casters so it can be
moved about in the test lab. Josh heard, they nodded OK and two days later it
was in the lab. A week later an experimental nozzle control unit was installed
on it, the setup operated, upside down, flipping nozzles, proving it worked. There
were no mystical loads to be simulated or compensated.
8.5 No Shaping Networks were required for
Minuteman Nozzle Control
Kurry Woo,
doing controls analysis, found all we needed was a simple “35 radian filter” –
years later at retirees lunch Kurry is sometimes greets as, “there’s old 35
radian”; and smiles radiate recalling those days. Kurry grew up in Flagstaff AZ
where his parents, of Chinese origin, had a restaurant.
8.6 R&D effort to develop a Digital Servo
Valve

Fig 8.6-1 R&D Digital Servo Valve
At the time
of Minuteman I it was considered through out the industry that with the advent
of digital electronics, it would also be desirable to come up with a digital
Servo Valve and Digital Actuator. Much money was spent by many companies in the
business in attempts to develop same. Fritz Gardner was in charge of this
effort at Autonetics. R E Smith and Jim Jewel worked on the design. Harry
Horowitz was the test engineer. Before I moved to devote all my time to
Minuteman Harry asked for me to buy him a Memo-Scope for testing this valve. An
Oscilloscope could show a trace, but it was desired to have something that
would memorize and capture for repeat display the rapid transient that vanished
in the blink of a eye. Later after Minuteman III I changed to the field of
digital electronics and came up with a way to operate an analog servo actuator
direct from digital logic devises, voiding the need for a “digital valve” and
designed the equivalent of a memo scope by use of digital memory chips, that
could capture and re-sweep events on a screen. I used the case and display of a
hand calculator to command the interfacing electronics – it was “home made” but
it worked. This Digital Valve above did not work out and the Memo-Scope was
turned in to the Instrument lab in case someone else had a use for it.
9.0 Lab to Lead
9.1 Greer and Purpura to Project – Landau to
Lead Engineer
Art Greer
and Lou Purpura were moved to the Project Office and I was brought in from the Lab
to be the Lead engineer for the Power Elements, actuators and pump system for
the Nozzle Control Units. Assigned to me were three of the new and very capable
engineers; Clarence Asche, Ron Frazini and George Leonard.
9.2 Servo Valve Contenders
Dick Myers,
and Bob Flippo were lead engineers at LTV and among the first we worked with.
Autonetics, had pretty much dictated the design of the servo actuators by
virtue of how they were mounted in the NCU’s. LTV used the Collins position
transducers because they were the only one who could provide a transducer that
worked with square wave. LTV looked into the choices for a servo valve. There
were three contenders. Achely, Hydraulic Research and Moog. The Achley valve
was different than the others, it worked on the Ascaini principle, where the
torque motor aims a small tube squirting oil at two small holes; one of which
would cause the main spool to command extend and the other to command retract.
Initially LTV had in mind building the servo valve into the actuator using this
mechanism. See photos of this actuator, now in the Museum at Oberlin KS. LTV
decided to use valves completed by the manufacturer.
It was
decided to use all three valve types with a different one on each of the
stages. Each of these servo actuators was put through Qualification testing.
The Qual tests were run by Autonetics and when a unit failed it was sent back
to LTV who performed a failure analysis on the unit and presented their
findings and design modification at the next Technical Direction meeting. We
were fortunate to have very high quality people on the program from LTV and
Vickers. Both contractors were very professional and provided in depth coverage
of all aspects.
Early on
there were delivery problems on the Achley valve. Then there was a critical
failure of the Hydraulic Research valve which they did not pick up on and fix.
The torque motor on the Hydraulic Research valve broke loose in vibration
tests. An index piece, of torque motor potting compound, broke leaving the coil
rattling about. Had they immediately fixed it with a metal pin they may have
stayed on the program. This was just before first flight and a switch was made
to a Moog’s valve.
The Moog valves performed very well
so it was decided to use Moog valves on each of the stages.
9.3 Rechecking Design Requirements
When Asche,
Frazini, Leonard and I took over what Art and Lou had been doing we knew
nothing about it. Art and Lou had been overwhelmed with work and delegated much
of the design requirement and specification details to others. One of them
Jerry Colkin had moved to another job, and we were on our own. The four of us
decided we had to catch up on what had gone on. We spent almost a week
gathering all the correspondence and notes left behind, stacked them by date
and subject and started going through the stack. In the process we found the
requirements didn’t look right. We checked each others calculations and found
that no one had included the servo valve leakage in the calculating demands on
the pump. Also all demands had been calculated on pure pitch or pure yaw
activity, not for a worst case of 45 degrees requiring in both pitch and yaw.
We discovered that the actuator force levels to handle worst case were too low,
we needed an actuator with 125% more force and a pump capable of about 150%
more output. The impact was not so severe on the upper stages but the stage I,
coming out of a silo and hit by side winds, would be very vulnerable.
9.3a Two Sentence Note to Curci
Once we
were sure of our numbers I went to those in charge trying to tell them about
it. I couldn’t get anyone to take their focus away from what they were doing.
Curci had a room full of people trying to solve some problem and I couldn’t
speak with him. I went back to my desk and composed a note:
“There is a good
chance the first flight will fail.
The actuators and
pump for stage I are undersized.”
I gave the
note to Curci’s secretary and said be sure Ray reads this just as soon as his
meeting ends.
About 15
minutes later Curci was at my desk saying; Now just what the hell is this!
I
explaining the calculations we had made and how we arrived at our conclusions.
I said it’s one of those things, each a very easy item to overlook when your
pressed to come up with answers. Ray said nothing for a moment then said, I’ll
be back. I didn’t know it at the time but Bill Strobel, one of the sharpest and most respected
engineers had endorsed the calculations as being correct. Ray checked with Bill
who reluctantly agreed a mistake had been made and our conclusions were
correct. [I
would later work for Bill on Minuteman II. He was a very good friend. He had
never been married and found the girl of his dreams, got married and they had a
child, while they were building a new home. Bill abruptly died of a heart
attack near the start of Minuteman III after assigning me to help evaluate a
proposal which turned out to be the Post Boost Propulsion System.]
I’m sure
Ray also conferred with his boss Tom Shuler as well as Ed Ray and Jack
Tilletson of TRW. A day later I explained our calculations to Jack Tilletson.
It was decided to postpone the first flight. I was told to move out fast and
fix the problem. I had told Jack Tilletson that if conditions were right it
could fly just fine, but if not we could loose the flight. TRW did not want to
take the gamble and put their reputation in jeopardy.
9.0 90 day Turn around
It was
remarkable how fast LTV and Vickers responded to the change. Later versions of
Minuteman could not have been redesigned, built, and qualification tested ready
for flight in such a short time.
9.4.1 New Servo actuator
While at it
I thought it was best to have LTV move the servo valve location on the stage I
from at the back to closer to it’s mount. I considered where it was to be
vulnerable to harmonic cantilever vibration amplification. Dick Myers of LTV
and Lou Purpura of Autonetics agreed with my gut feel appraisal and the valve
was moved when the actuator design as resized to have 25% more force output.
Actually they were able to continue with the same servo valve and transducer –
mostly making the actuator cylinder and piston larger.
9.4.2 New APS
The Vickers
people were asked to go from a 5 hp to a 7hp APS. I went with the Vickers
people to their electric motor supplier, those would be the long lead items. It
was an interesting meeting. I found the motors were spinning the pumps at
20,000 rpm and required to keep running as they became hotter and hotter.
There was no way to cool the armature.
Vickers had selected well as the motor supplier knew his business. They had
evolved how to use piano wire to wrap and hold the armature commutation
segments in place at very high rpm – and temperature. It became important that
we properly define the duty profile of pump activity, as this determined how much
heat would go into the motor. The fact of servo valve leakage the moment the
pump was turned on contributed to the heat load. Though the amount of fluid was
not great, it was at 3000 psi and the pump efficiency was very poor at low flow
rates.
They were
still able to use the same basic pump, but did have to change the “wobble”
plate angle to increase flow rate. In effect it was a complete redesign,
reservoir, foot print and all.
9.4.3 New Battery Requirements – Simkins Blows his
Cork
Once we had
come up with a new stage I pump size and duty cycle it was necessary to tell
Dan Simkins system organization about it. I mailed them a memo stating the
requirements – when I released the memo I didn’t know this required a new
battery.
Dan Simkins
called a meeting and I took Jim Erb who had just hired in with me as he’d
helped with the calculations. Dan had not been in on the Curci thing and the
decision to redesign. As the meeting got under way Dan became angrier and
angrier directing his hostility at me. (He must have believed I was the one who
sized the thing wrong in the first place.) At first I didn’t catch on, and the
more he ranted the less sense it made – he was accusing me of causing problems
that were not remotely related to me. I began to realize he’d flipped his lid.
I turned to Jim Erb and said there is no point in staying to listen to this.
Jim I agreed and we left the meeting.
I reported
back to Fred Morgenthaler who was wanting to know how the meeting came out. I
said, Fred Dan needs vacation – he’s exhibiting all the symptoms of overwork –
he’s accusing us of being the cause of problems we have nothing to do with. Jim
Erb endorsed everything I said and filled in as Fred wanted to know more. I
don’t know who Fred saw but Dan took a weeks vacation starting the next
morning. Josh Stewart was in charge of buying the batteries and started a new
purchase the next day. [I would later work for and with Dan on the
start of Minuteman III. We never spoke of this event though I’m sure he
remembered it. We got along well, but all of us were wary about Dan’s sometimes
being close to the edge. However we all admired and liked Dan – we all had our
mood swings.]
9.5 Filling the Sealed System with Hydraulic
Fluid
Jim Anderson
had hired Dr Repert, chemistry professor from UCLA, to work for us during
summer vacation. Someone had assigned him the task of looking into how to fill
the NCU’s with oil. The request had probably come from Systems Engineering as
that was their responsibility. I don’t recall how I became involved, but
someone said they were running out of time and wanted me to look into it. I was
to find a way to fill the four servo-actuators, structure passage ways and APS
with hydraulic fluid.
What at first seemed simple task, I
soon realized was a bit of a problem. The actuators being “unbalanced” held a
different amount depending on where they were positioned, and the APS
accumulator was to supply or absorb the variation in what was needed. It was
simple enough to retract all the actuators to put the most fluid in the
reservoir and then fill it to full by virtue of the reservoir bellows position.
However, how did you get all the air out of the system? We were well aware that
air will go into solution, be dissolved in oil and that it can cause cavitation
at the pump. Air bubbles can erode pump parts or leave the pump trying to suck
a bubble and pump nothing. System uses positive pressure at the pump inlet to
prevent this. The reservoir bellows behaving as a spring took care of that for
our system. [I was home on vacation visiting Howard Saum, the head mechanic
at the Ford garage. I had worked with him when I first got out of service and
we were good friends. He had just overhauled a tractor and was trying to get the
front lift to work – nothing moved. I was standing in back of the seat which
was above the transmission. I asked where is the oil, where is the filler. He
said there in front of you, it used transmission oil – there is plenty of oil, I just checked it.
There was an over head air hose, I pulled it down, cupped my hand about it and
squirted air in the opening – that was it, it had an air bubble, and worked
immediately. He said nothing at the moment, and later on asked now how in the
hell did you know that would work?]
I came up
with the idea of using a vacuum pump, in fact brought the one from the
bombshelter in Downey to the lab in Fullerton. I wrote a procedure, with
diagrams, on how the vacuum pump was to be connected to the Nozzle Control
Unit, after all parts were installed; and to the container of fluid to be used
to fill the system. The NCU hydraulic passages were to be sucked empty of air
and the fluid used for filling was to be purged of entrained air – while being
sonically vibrated while the vacuum was in effect. When the evacuation had been
held at a low lever for a period of time, the vacuum was cut off and the fluid
permitted to rush in and fill the evacuated system. It worked great for our
experimental systems and so far as I know is probably still in use today. I
don’t know what Repert’s problem was, he was a very nice fellow and certainly
knew chemistry – but like many analytical people didn’t relate to real hardware
systems. I had to find text books on how much air could go into solution in oil
and the conditions required to remove it.
10.0 Meetings with LTV & Vickers
10.1 TD Meetings with LTV
The ’49
Kaiser: I was on my way to work, thinking of the meeting we were scheduled
to have with LTV, when my car quit? I was about four miles from home, it was my
$150 1949 Kaiser with a caved in driver side door, a casualty of a collision in
the parking lot at Downey a year prior. Andy Laslofy, one of the technicians,
had helped me overhaul it and it had been running just fine. I lifted the hood and
saw that they engine had listed about 20 degrees to the right, an engine mount
had given way. I walked to the nearest phone to call Mary to pick me up. A wire
from frame to engine ignition had pulled apart. Walking back to the car I saw a
six inch piece of bare wire laying in the road. I picked it up and used it to
splice the broken wire. I tried the starter, the engine worked, so I drove to
the phone and called Mary saying, never mind I have it working and will drive
on to work.
The meeting
had lasted until about 7:30 pm and while visiting with the LTV people the
others had left. Suddenly I recalled my car and called out to the LTV fellows,
don’t leave until I can see if my car will start. Curious, they came and looked
at the engine saying, you mean it will run that way! I said it got me here, the
carburetor system still works at an angle. It started and that $150
transportation car became a conversation item, it was a nice looking car except
for the smashed door which gave it character.
Steve
Barnaby had been the reason the meeting had lasted so late. Steve was a
chemical engineer by training, a bright fellow who had never married. He was
gregarious and very helpful to those seeking information -- but you could never
get him to write a report. I figured he was such a perfectionist that he was
afraid someone might find fault with something he wrote. This was one of our
early meetings with LTV and there was much discussion about oil, elastomer
seals, etc. Steve had gone to the black board to explain something and LTV
people were so fascinated with his depth of knowledge they asked him questions
for over an hour. When we left the meeting Dick Myers said to Lou Purpura and
I, if Barnaby is ever looking for another job send him to us – he’s fabulous.
Not too long after that Steve went to work for Gary Collins as specialist and
salesman for Collins position transducers, a very hot item in the aero systems
industry at the time.
Design
Review Meeting at Boeing: Larry Hein, one of the technicians, went with Elliott
Buxton to the Minuteman I Design Review held at Boeing, chaired by TRW and the
AF. All the hardware was placed on display which included the stage I NCU.
Larry & Buxton were kept busy, drafting other Autonetics people there in
wiping drips of oil from the floor with their shoes – while AF and others
looked over the NCU. They’d wipe oil with their shoes, go to the john and clean
their shoes and return to wipe up the next drip. When they returned I wrote a
report, sent it to LTV and the shaft seal was the primary topic at our next TD
meeting. The LTV fellows had made cartoons of how the leak had been discovered,
showing Larry and Buxton wiping drips – these humorous charts identified the
problem and were followed by the serious discussion of the solution.
The problem was that the actuator
shaft seal did not have enough squeeze on the shaft, and low pressure from the
APS reservoir bellows pushed drips past the seal. For long term storage this
would be a disaster. In normal use, system pressure squeezed the seal against
the shaft. Army Navy Standards defined the use of front and back teflon backup
rings with an O ring between. The inner teflon ring served as a pressure plate
against the rubber O ring which squeezed the piston shaft. The outer teflon
ring protected the squeezed O ring from being pinched chewed away. Shaft seals
were a design problem for every such application. The commercial world could be
allowed a shaft to seep and use materials we could not.
The solution, after LTV performed
many tests, was to use a special teflon “cap seal”. This was like a U, teflon
member, into which the O ring was placed. When installed the O ring had a
preloaded squeeze against the thin teflon at the bottom of the U which pressed
against the shaft. It worked beautifully and the NCU would remain, drip free,
in the silos for years.
11.0 Reliability
11.1 Failure Modes
As we put
the actuators and pumps through qualification testing they received very severe
treatment and the initial designs failed. They were vibrated, dropped,
overheated, overcooled, endurance operated – all designed to find their weakest
link. When they failed they went back to the supplier and they did a failure
analysis and recommended design changes at our next Technical Interface
meeting. We had an almost perfect means of keeping track as the parts passed
back and forth between the supplier and us. After we had accumulated several
failures I started a Log in which I defined each failure mode, to see if after
the design fix, it ever happened again. There were some 8-10 failures on each
of the servo-actuators and the pump assemblies. Once a failure mode was fixed,
that failure mode did not repeat itself. These became very very reliable, and
once in the field never failed unless abused in some way.
11.2 Failure Reports Fail
Reliability
was a stipulated part of our contract, and the Reliability Organization under
Bill Yetter set up a Failure Reporting system. When ever there was a failure a
failure report was to be written. Bill soon had many people coping with a flood
of reports but could make no sense of it. There would be a failure report
against the total Nozzle Control Unit, another on the electronics assembly,
another on a amplifier, another on a transistor – they soon had more failure
reports than they had failures. As a reporting system it had become a mess –
though failures were being fixed. Bill discovered I had excellent records at a
time he had to report to management on progress. He borrowed my documentation
to show progress, and later revamped their tracking method.
11.3 Item Identification Documents – IIDs
It became
apparent that the new semiconductor parts were very critical to reliability. A
program was set up and endorsed by the AF to write Item Identification
Documents for each and every electronics part and for the suppliers to set up
separate “Minuteman” production lines, with documented procedures including
certified personnel for making these parts. Large sums of money went into this
program and it completely changed the way electronics suppliers manufactured
their parts. This program paved the way for the rapid advances toward
integrated circuits and to the microprocessors that followed. By the time of
Missile X (Peacekeeper) standard commercial practice had absorbed these high
quality methods into how they built all their products – the IID method was no
longer required.
12.0 Stafford Leaves -- Jerry Pacassi takes over
Paris
Stafford had to take medical leave due to heart problems. Jerry Pacassi from
Systems Engineering took his place. Wayne Gates was transferred from aircraft
operations and convinced Jerry we should have a second source for the pumps.
Working with subcontracts he brought in another supplier who spent the money to
build a stage I pump for test – it was almost a duplicate of the Vickers design
– in part because of the way our specification was written and to be
interchangeable. To this day I don’t know what Wayne didn’t like about Vickers.
He’d been with the company longer than I had and was certainly an experienced engineer.
Jerry accepted the idea that it never hurts to have competition. Vickers came
to me several times wanting to know if it was perceived that they were not
doing a good job. I said there were no complaints that I knew of – it was just
that Gates had been given the green light to see if someone else would like to
bid on the job. When it became obvious that purchasing was going out for bids
again Vickers came to me and asked what I thought they should do. I said there
is nothing that I could do to help them, that it was a competition. I said you
are already making the units, you have your development costs behind you, the
only thing I know that you can do is drop the price low enough so another
bidder cannot afford to pay the start up costs to get in the game. Purchasing
is going to select based on price only – so long as the other fellows passes
Qualification tests. Vickers dropped their price and the new outfit Gates
brought in lost their venture capital. I felt it was a waste of the new bidders
time from the beginning.
12.0 Move to Anaheim
12.1 Map of Autonetics Anaheim

Fig 12-1 Autonetics Plant Anaheim CA
13.0 Minuteman I Electronics State of the Art
Minuteman I
digital electronics were made of discrete parts, where semi conductors were
being used to replace vacuum tubes. The following diagrams of a Flip-Flop and a
dual NAND gate are examples of how digital functions were made. By Minuteman II
these functions were put together on a single chip, the beginning of Integrated
circuits. Examples of Integrated circuits will be shown in the next chapter
NAA-MM2.

Fig 13-1 Minuteman I
Flip Flop

Fig 13-2 Minuteman
I Dual NAND logic gate
14.0 Heat Protection for Minuteman Flight Control
Equipment
The
following, written 05-13-97, is a
Special Report written by Frank Lettang to accompany the above recollections. I
knew he was doing this thermal work but had no knowledge of the details. Thanks
to Franks excellent memory, he has recalled those events an shared his
frustrations.
Introduction:
Some 37
years have gone by leaving of the only an impaired memory for dates and
details.
Beginnings:
The
Dynasoar program had just been canceled (~’54) and I was assigned to the
Minuteman program under Mal Johnson to perform servo loop stability analysis.
Since this was a new field for a mechanical engineer with a thermodynamics
background, I was busy taking classes at USC and boning up on the various servo
analysis tools in use at Autonetics (Root Locus, etc).
Some of the
fellow engineers were Roger DuPlessis, Ron Frazinni, Guy Bayle, Dick Olshausen,
Pat Sanchez & Kurry Woo.
One day
(~59) Dan Simkins came by and showed me preliminary stage I engine base area
heat fluxes. Considering that my management had little heat transfer
background, I told Simkins that this was “hot” in the literal sense. Dan turned
around to Henderson and said “Frank, Frank says this is hot.”
Now I
figured that I had about two weeks to come up with how hot hot was. So when
asked that question two weeks later, the answer was that not far into the stage
I flight time ¼ inch thick aluminum plates would melt.
Obviously
the fat was now sizzling in the pan. Again it was easy to guess that the next
question was going to be as to what to do about these heat fluxes. Getting a
little more serious about the subject, I collected data on various insulation
materials and any associated application methods.
True enough, Frank Henderson who
was responsible for the system hardware and Flight Control electronics devises
wanted to know what to do. The answer was apply ¼ inch thick PR1910 (a room
temperature vulcanizing silicon rubber).
Henderson so far had no official
heating criteria and no action was required.
Mal Johnson sent me to a full time
two month training course at the Warren HS Downey (8 hours instruction with
home work for the night) – I had lost 20 pounds while at “school”. We were just
completing finals when I was yanked out of class to fly to Seattle with some VP
(Bowman ?). I was to obtain the latest engine base area heating criteria.
Flight Control
Heat Protection becomes Full Time Job
Initially
the Minuteman I Flight Control heating criteria arrived far too late to affect
the base hardware design. Nozzle Control Unit assemblies were committed to
fabrication when it was learned how “hot” they would get.
For example
Henderson called a meeting on the Edwards AFB silo launch hardware (tethered
missile) He wanted to know what to do about heat protection. When asked how
much time I had to come up with an answer, the response was “5 minutes”. So the
answer was given again: apply by hand PR1910 to a minimum thickness of ¼ inch.
I reasoned that a welding torch couldn’t burn through a ¼ inch rubber in 3
seconds. [the time to pop out of the silo].
Well the
technicians Willy Mc Grahan and Chuck Todd had a few choice words about PR1910
after they got it smeared onto their coveralls -- and couldn’t remove it any
more.
After a
tethered launch, for which the NCU was instrumented, I was sent to Edwards for
a postmortem. None of the temperatures budged from their initial values and the
external rubber surfaces were slightly charred. The first inkling that the
criteria makers had (for self protection) “cooked the books” and applied too
much conservatism.
Fragmentation
of Heat Protection Function Breeds Problems
TRW with
SAMSO’s acquiescence) had organized the Minuteman thermal protection business
to assure TRW the judge and jury roll. This approach already impacted all
R&D flight hardware for Minuteman I.
AVCO
corporation (Nose Cone) would develop a single material to be applied by all
associate contractors. This material was an epoxy polyamide called AVCOAT (of
course) an ablating material.
Boeing
would:
(a)
carry out
material testing and propose material design parameters (temperature of
ablation, heat of ablation, conductivity, density, etc.)
(b)
propose
heating criteria for all Minuteman hardware.
TRW would:
(a)
approve
heating criteria and material design parameters and release them to all
associate contractors.
(b)
would
closely monitor (supervise) all thermal protection activities of all associate
contractors including the use of “official” computing tools.
Associate
Contractors would apply the criteria and material design parameters using
approved “ablation” programs to arrive at minimum AVCOAT material thickness for
all exposed missile elements.
What are some
of the Difficulties of this Thermal Management Approach?
(a)
Timely
receipt of design input data, especially on a fast moving program such as
Minuteman.
(b)
Overly
conservative design input data results by divorcing the criteria makers (Boeing
/TRW) from the hardware designers (Associate Contractors).
(c)
An
insidious “leaching out” of responsibility affecting component suppliers and
Associate Contractor design personnel. In Minuteman heat protection activities
the decision making authority appeared to be vested with TRW. Personal
responsible involvement on the part of Associate Contractors personnel weakened
in proportion to the loss in design authority.
Minuteman
Flight Test Hardware
Given the
inputs and requests (not technical direction) Autonetics applied AVCOAT to all
rigid engine base area surfaces and the G&C section. The engine base
portions of the missile cables were protected with SE55 (silicon rubber)
extrusions (cable runs), and boots (connectors). The actuators and Z-links were covered with silicon rubber boots.
Both the Missile Division Downey thermal and lab people as well as Autonetics
material labs provided a lot of help.
Fabrication
of flight hardware proceeded well. The AVCOAT could be readily cast onto the
outside of the NCU “dog bones” and APS covers and the material adhered well and
had good handling qualities.
Then around
Easter (’61) a bolt of disaster struck clear out of the blue sky (or let us say
during a cool spring night).
On Easter
Monday, early Bill Blamer, the Flight Control Factory Manager, called up to
report big trouble (in very laud and blue English). He seemed to also have
included a few choice words about incompetent engineers.
It turned
out that someone had left overnight a tarp covered stage III NCU on the dock of
Bldg. 61 Fullerton. The unit was to be shipped to Plant 77 Ogden Utah to be
assembled into a flight test missile. The outside night temperatures had
dropped low enough causing the AVCOAT insulation to shrink itself off the NCU.
It lay shattered on the floor of the dock.
Seven
engineering organizations (TRW, Being, Autonetics, Aerojet, Hercules, Thiokol
and AVCO) had all failed to consider the elongation to failure of AVCOT. This
epoxy polyamide tends to polymerize such that it’s elongation to failure drops
from about 2.7% to 0.7% in four to six months. Now the thermal coefficient of
expansion (or contraction) is twice that of aluminum. So it shrinks itself off
a part whenever the body temperature deviates from the fabrication temperature
by as little as 30 deg F.
Obviously
the scramble was on to rescue the flight test delivery schedule and above all
find a solution.
It was small
solace to Autonetics to learn that Thiokol had a similar experience with a
stage I motor that was shipped in an unheated truck and exposed to Utah spring
time night temperatures. About 400 to 500 square feet of AVCOAT were found in
shattered pieces on the floor of the truck. At an all Associate Contractor
meeting (of course chaired by TRW), Thiokol used a photo of the aft end of the
truck to illustrate the problem.
At that
meeting TRW still sought to save AVCOAT by introducing AVCOAT II touted to
posses adequate flexibility. However, the Autonetics team led by John
Esslinger, who was loaned from the Missile Division Downey to help us out of
the crisis. John told the TRW people that Autonetics would solve it’s own
problem by using NAA resources, that Autonetics will select, invent, and design
and characterize it’s own set of materials and if TRW didn’t agree it better be
prepared to issue specific technical direction to the contrary.
About a
dozen materials survived an intensive gauntlet of testing and fabrication
attempts and they were “admitted” by TRW into the material pantheon along with
AVCOAT II and Armstrong Cork.
During this
time TRW & Boeing began to push Armstrong Cork. Cork turns out to be
thermally efficient insulator, however it comes in sheet stock. It is well
suited for smooth surfaces (plates or large diameter cylinders), but it is a
very poor choice for applications such as NCU’s and it is unsuitable for
flexible objects and moving parts. The TRW thermal Tsar, Bob Hovey attempted
unsuccessful by (over the phone) instructions to impede progress at Autonetics.
He hinted that he would allow only very pessimistic heat of ablation values for
the Antonetics championed materials.
The later
Minuteman I flight hardware and all Minuteman I production hardware were
insulated as follows:
NCU’s: RTV77 (white silicon rubber)
APS covers: Fiberglass
Actuator
& Z-Links boots: compression
molded boots
Cables
(base area): SE555 extrusions
An unsuccessful
attempt was made to replace the RTV77 with sturdier compression molded rubbers.
Autonetics and industry (three rubber companies) could not solve the adhesive
problem in time for design release.
Stage I
Heating Criteria Flap
Around the
latter part of ’61 or early ’62 a flight test missile was instrumented with
calorimeters in the stage I engine base area. Unfortunately the stage I failed
during the first half of the stage I flight. The calorimeter recorded somewhat
higher than baseline fluxes which were due to insulation burning at lower
altitudes.
A
delta heat flux was added to the Stage I criteria which translated to an
additional 0.020 inch thick layer of RTV77 than the minimum applied. The
fabrication tolerance was about +_ 0.020 inches.
So Autonetics received a CCN
(Contract Change Notice) around the summer of ’62. Autonectics answer was that no change was required (technical
reasons), however of the customer insisted the impact would be a mandatory
recycle of all Wing I missiles, and schedule and cost impact on Wing II, etc.
TRW’s position was that the added
twenty mil should be applied in the silo by technicians lowered down to stage I
in a “bosons” chair. The loss of configuration control was dismissed as an
unimportant “paper” objection.
So Autonetics was handed a couple
more CCN’s insisting that we re-insulate. Autonetics answer was adamantly the
same except the cost impact kept growing, as is usually the case when other
departments (logistics etc) weigh in.
By now Flight Control management
was fully aware of the issues and united in the resolve to prevent the recycle
of Wing I. As a result Ray Curci, Frank Henderson, and Frank Lettang paid a
visit to Lungren, General Manger of the Minuteman Division. Lungren, a former
AF Officer, quickly agreed to Flight Controls objectives and authorized two
operational hardware stage I NCU’s off the line for Lettang’s use to prove that
the mandatory recycle can be avoided.
This
hardware was to be used to prove that the NCU allowable temperatures were well
above the 400 deg F baseline. Ignitron lamps provided enough radiant flux to
drive many parts of the NCU from room temperature first to 400 deg F, then 450
deg F, 500m 550, 600, 650, 700 and finally to 750 deg F. All insulation had
been removed and the outside surfaces were blackened to better absorb the
radiant heat pulse and the NCU was operated during the exposure. At the 750 deg
F level the hydraulic cylinder started squirting oil into the vacuum chamber.
The Downfall of TRW’s
Thermal Office
At a fateful meeting with Capt.
Motley, AF resent, Gene Flowers, MM div, Flight Control Project Engineer, very
ably presented the Autonetics data. TRW’s Leroy Herald wouldn’t gracefully
accept defeat so he asked Lettang what
he would do if the NCU worked at 450 deg F, (50 deg above base line) Lettang’s
answer “nothing”. The dialog went on as follows:
500 nothing
550 nothing
600 nothing
650 nothing
700 something.
Capt Motley closed the charade,
wagging his index finger at the TRW crew, told them not to repeat this kind of
performance again.
Aftermath
From Jan
’63 until Nov ’63 there was no single call from TRW thermal types to Lettang.
In November Jack Tillotson, TRW Project office, wanted to know if Lettang would
review a proposed thermal criteria change prior to release to the Associate
Contractors.
Winning a “victory” was clearly
harmful to the Minuteman program, since it damaged existing working
relationships. The new thermal types at TRW avoided Lettang. Besides the
thermal management office had lost it’s political power.
Final Proof
Part of the
flight instrumentation was allocated to measure stage I engine base area heat
fluxes and on at least one flight to measure several NCU body temperatures in
places where the RTV77 was thinned down to the minimum fab thickness. That
flight test was successful. Pete Fogle came closest with his guess of the max
temperature reading of 264 deg F, and he won the bet.
Now
if the in-flight flux levels had really been what the spec called for, the NCU
temperature should have exceeded 400 deg F.
15.0 The People
About a
year later Gates left the company to spend full time running his book binding
business.
During
Minuteman II Jim Anderson took over the unit, Jerry Pacassi went to work for
the LA division and I went to work for Bill Strobel under Frank Henderson. Bill
Strobel died of a heart attach at the beginning of Minuteman III. Jerry Pacassi
died of a heart attack about three years later.
Art Greer
went to work on Autonetics Radar operations and some three years later left the
company, and nobody has heard from him.
Paris
Stafford, a wonderful fellow liked by all, died of a heart attack about 8 years
later, he never returned to work.
Fred
Frankel went to work on an Autonetics F-111 electronics program then left the company
with no contact since.
Most of the
others continued with the company and were part of Minuteman II.
Of those
mentioned in this chapter Jim Anderson, Frank Lettang, Fritz Gardner, Curry
Woo, and Darrell Landau still meet at the “Third Thursday Lunch” of retired
Flight Control people.


